 English
English 中文
中文
 邮箱:
邮箱: 咨询热线:15868721121(微信)
咨询热线:15868721121(微信) 传真:0577-65602375
传真:0577-65602375 联系人:杨经理
联系人:杨经理
社会不断在发展,生活水平相对得到了提升,各行业发展也有不错的前景。就拿冷胶包覆机来说吧,它在相关领域也得到了不可估量的前景发展,但是再好的机器也是需要定期保养的,这样才能令它的使用寿命更长,为企业做错更大的贡献。 对轮转覆膜机的养护一项众说纷纭,这里就简单介绍下有关养护方法,任何机器设备都需要定期检查,尤其真空覆膜机的零件部位,我们需要定期查看是否有损坏,如果发现有损坏的地方就要立刻换新配件;对于机器的清理也是十分重要的,在机器作业过程中是不允许周围有人围着的,更不能够在设备上放入杂物,这也是防止机器自动退回加热罩伤人的办法。 最后一点就是要合理按照使用说明书进行操作,禁止不正确操作,以免对机器造成更大的损耗。

预涂膜覆膜机使用时间长了,需要定是保养,因为覆面机若调整或保养不当,也容易造成面纸和瓦楞纸板裱贴出现误差弊病。 预涂膜覆膜机经常出现的问题如下: (1)送纸链条机构存在松动现象,使上,下链条工作配合不一致或不稳定;上,下链条上的前规出现松动,使送纸时对纸边产生撞击现象; 处理方法:对于出现松动的前规,根据松动的零件应该及时采取相应的紧合处理; (2)压纸钢板条对面纸的接触位置不适或间隙太大,没有起到减缓纸板高速运动时惯性冲力的作用; 处理方法:调整压纸钢板条的位置,使之与纸板保持一定的摩擦力,防止输纸过猛而超前;应经常清除干净上,下滚压辊上的胶液或赃污。 (3)上,下滚压辊因没有经常清洗而聚积着一定量的胶液,阻滞了面纸和瓦楞纸板的同步滚压输送; 处理方法:预涂膜覆膜机的链条是带动机器的主要部件,一定要保持清洁,所以应适时进行清理,清洗,并保持良好的润滑。

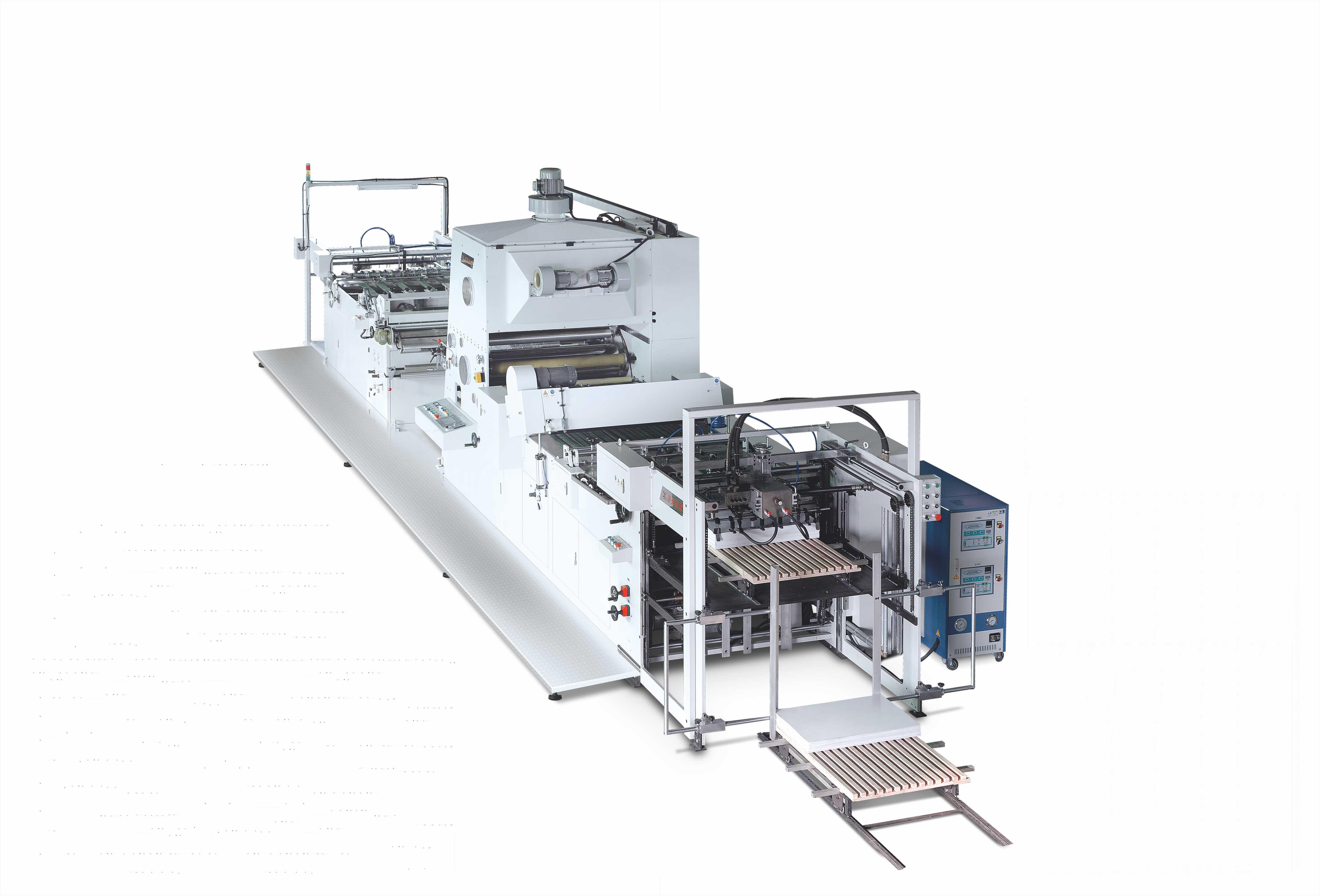
预涂膜覆膜机覆膜是一次成型,所用耗材上已经涂好胶水,覆膜时通过加热融化胶水,再通过加压将膜粘合在印刷品上。这种覆膜设备便宜、操作简单、并且操作时不产生有害气体,是覆膜发展的一个趋势,在日益注重环保的当今社会,相信该种技术有一天会取代既涂型预涂膜,成为国内印刷界主要的覆膜技术。 预涂型覆膜机是将印刷品同预涂塑料复合到一起的专用设备。同即涂型覆膜机相比,其最大特点是没有上胶涂布、干燥部分,因此该类覆膜机结构紧凑、体积小、造价低、操作简便、产品质量稳定性好。 预涂型覆膜机由预涂塑料薄膜放卷、印刷品自动输入、热压区复合、自动收卷四个主要部分,以及机械传动、预涂塑料薄膜展平、纵横向分切、计算机控制系统等辅助装置组成。 1.预涂型覆膜机印刷品输入部分自动输送机构能够保证印刷品在传输中不发生重叠并等距地进入复合部分,一般采用气动或摩擦方式实现控制,输送准确、精度高,在复合幅面小的印刷品时,同样可以满足上述要求。 2 .预涂型覆膜机复合部分包括复合辊组和压光辊组。复合辊组由加热压力辊、硅胶压力辊组成。热压力辊是空心辊,内部装有加热装置,表面锻有硬铬,并经抛光、精磨处理;热压辊温度由传感器跟踪采样、计算机随时校正;复合压力的调整采用偏心凸轮机构,压力可无级调节。压光辊组与复合辊组基本相同,即由镀铬压力辊同硅胶压力辊组成,但无加热装置。压光辊组的主要作用是:预涂塑料薄膜同印刷品经复合辊组复合后,表面光亮度还不高,再经压光辊组二次挤压,表面光亮度及粘合强度大为提高。 3.预涂型覆膜机传动系统传动系统是由计算机控制的大功率电机驱动,经过一级齿轮减速后,通过三级链传动,带动进纸机构的运动和复合部分及压光机构的硅胶压力辊的转动。压力辊组在无级调节的压力作用下保持合适的工作压力。 4.预涂型覆膜机计算机控制系统计算机控制系统采用微处理机,硬件配置由主机板、数码按键板、光隔离板、电源板、步进电机功率驱动板等组成。

全自动覆膜机分为上胶、烘道、热压三部分。 1、上胶部分。上胶部分装有调节装置以调节上胶量的多少,满足不同印件的要求,上胶辊采用橡胶辊或钢辊。 2、烘道部分。烘道一般长 2~ 3m。全自动覆膜机的烘道口设有红外灯管和电风扇。自动复膜机烘道上部还有大功率的电热管及排风扇,温度可以调节,以使粘合剂干燥及排除废气。 3、热压部分。这部分是复膜的关键,直接关系到全自动覆膜机产品的粘结牢度。热压原理是粘合剂在融熔状态下能够很快地浸润和渗入到印件表层中,从而获得牢固的结合界面层。热压部分由一组滚筒组成。其中一只空心金属滚筒,内装电热管,温度可自控制。这组滚筒压力可以调节。 全自动覆膜机的保养方法: 俗话说:“工具不用不明,脑子不用不灵”,随着社会的发展,复膜机得到了广泛的应用,如何保养好复膜机成为当今最主要的主题。下面就是作者介绍如何保养好复膜机: 1.定期检查复膜机 部位零件,开是否被损坏,如有损坏立即更换新的。 2.对于花种播种机来水,调整(1)垄形调整①垄高调整:筑土铲下调时,可增加垄的高度,但同时应将播种开沟器和限深滚桶上调至相应的部位.筑土铲上调时,可减低垄的高度,同时应将播种开沟器和限深滚桶也向下调至相应的部位. 3.合理按照说明书规则进行操作,禁止一切不正当的操作。 一台好的复膜机,不仅要求做到操作规范,保养也同等重要,希望大家严格遵循复膜机操作与维护保养条例,养成一种良好的复膜机使用习惯,以便延长机器的寿命。

卷对卷覆膜机是将卷筒塑料薄膜涂敷粘合剂后经干燥,由加压复合部分与印刷品复合在一起的专用设备。即徐型覆膜机有全自动机和半自动机两种。各类机型在结构、覆膜工艺方面都有独到之处,但其基本结构及工作原理是一致的,主要由放卷、上胶涂布、干燥、复合、收卷五个部分以及机械传动、张力自动控制、放卷自动调偏等附属装置组成。 1.放卷部分。塑料薄膜的放卷作业要求薄膜始终保持恒定的张力。张力太大,易产生纵向皱沼,反之易产生横向皱格,均不利于粘合剂的涂布及同印刷品的复合。为保持合适的张力,放卷部分一般设有张力控制装置,常见的有机械摩擦盘式离合器、交流力短电机、磁粉离合器等。 2.上胶涂布部分。薄膜放卷后经过涂辊进入上胶部分。涂布形式有:滚筒逆转式、凹式、无刮刀直接涂胶以及有刮刀直接涂胶等。 (1)滚筒逆转式涂胶。属间接涂胶,是各机型采用最多的一种。供胶辊从贮胶槽中带出胶液,刮胶辊、刮胶板可将多余胶液重新刮回贮胶槽。薄膜反压辊将待涂薄膜压向经匀胶后的涂胶辊表面,并保持一定的接触面积,在压力和粘合力作用下胶液不断地涂敷在薄膜表面。涂胶量可通过调节刮胶辊与涂胶辊、刮胶辊与利胶板之间的距离来改变。 (2)凹式涂胶。由一个表面刻有网纹的金属涂胶辊和一组薄膜分区辊组成。涂胶辊直接浸入胶液,随辊的转动从贮胶槽中将胶液带出,由刮刀刮去辊表面多余的胶液。在压膜辊作用下,辊的凹槽中的胶液由定向运动的待涂薄膜带动并均匀地徐敷于薄膜表面。可通过调整涂布辊轴表面栅格网纹、粘合剂的特性值、压膜辊压力值等来控制涂胶量。 凹式涂胶的优点是能够较准确地控制涂胶量,涂布均匀;但是网纹辊加工困难、易损坏,需要经常清洗,另外涂布时对粘合剂要求较高。 (3)无刮刀辊挤压式涂胶。涂胶辊直接浸入胶液,涂布时,涂胶辊带出胶液经匀胶辊匀胶后,靠压膜辊与涂胶辊间的挤压力完成涂胶。 挤压时,压力、粘合剂性能指标及涂布车速等决定胶层厚度。涂胶量通过调节涂胶辊与匀胶辊、涂胶辊与压膜辊之间的挤压力实现。因此,对各辊表面精度、圆柱度及径向跳动公差等都有较高的要求。 (4)有刮刀直接涂胶。涂胶辊直接浸入胶液,并不断转动,从胶槽中带动胶液,经刮刀除去多余胶液后,同薄膜表面接触完成涂胶。 卷对卷覆膜机有刮刀直接涂胶方式力,在设计上要求刮刀须刮勺涂胶辊表面的胶液,即要求刮胶刀刃口直线度、涂胶辊表面精度相当高。刮胶刀一般由平整度高、光洁度和弹性好的不锈钢带制成。

1、用即涂膜作封面可以保护纸张。覆膜后可延长封面(或印品表面)的使用寿命,特别是对学生课本类有一定好处,所以用量越来越大。 2、印痕不易被破坏。用即涂膜覆机膜后可对彩色印刷的图文起到增加彩色效果和保护作用,而不使其被磨损。这有利于出版社美编们在封面或印品的表面上据其需求做出各种美术设计,因此也推动了用量的增加。 3、即涂膜生产利大。覆膜中即涂膜制作的成本低、易上马、有钱赚,企业可以得利。 以上三点使即涂膜“热”起来,但即涂膜存在的质量问题及对装订质量的影响,却很少有人重视,下面将对此进一步分析。

很多人便不是很了解自动覆膜机有着什么样的特点,没关系下面小编就来告诉大家,它到底有哪些特点,希望对大家有所帮助。 首先整机设计占地空间小、节约材料以及主机部集上胶、干燥、贴合于一体,方便操作。其次主机部集上胶、干燥、贴合于一体,方便操作,再者干燥系统相比桥式烘道设计,胶膜更加稳定运行,不会左右偏移。最后点主复合辊采用大直径钢辊,油加温系统,热压辊表面温度均匀稳定。 全自动覆膜机整机全自动操作,预涂膜、无胶膜均适用。对于贺卡、文件、书刊封面等产品覆膜加工。全自动覆膜机采用人机界面系统,彩色触屏,操作简单、方便,操作员可以从触屏上随时查看机器工作状态。自动送纸,采用免油式真空风泵吸纸系统自动喂纸。自动送纸系统配有光电控制的缺纸、断纸自动停机保护装置。内置油加温方式恒温性能优异,并确保覆膜温度均匀稳定。自动气压系统可提供稳定覆膜压力,压力大小可更具需要作相应调节。覆膜后的纸张通过防曲装置定型,分切后,纸张不再曲卷。气动分切系统可自动分切覆膜纸张,分切后的纸张由振动收纸台自动接收整理。以上是全自动覆膜机的机构与配置。 以上这几点就是自动覆膜机的特点,希望对大家有所帮助。
1、自动送纸机:飞达送纸头精密的设计,使厚薄纸张均可平稳送出,采用无段变速装置,加装自动搭边控制,适应不同纸张给纸。精密的风头,操作运转中很方便地调节风头于纸堆相对位置。特有不停机续纸装置,即配备辅台,可一边送纸一边补纸,保证生产连续进行。 2、除粉装置(选配组合):采用扫粉和压粉两级除粉结构,纸张经过输送带由毛刷辊和排刷扫粉使表面上的粉尘由吸风机吸走,再经过电热压辊辗过后,有效去除纸面在印刷中所喷附的粉尘;另输送带的紧密排列设计结合高效吸风使纸张不会有退位或错位,使纸张准确送达主机压合部。 3、主机的硬铬复合辊筒内置电热系统及自动控温装置,使温度分布均匀。 加大型复合滚筒设计使压合面增大:电热辊筒直径420mm,辊芯内壁车内圆,使辊筒不偏重、受热面均匀;压合胶辊直径360 mm,确保OPP膜压合平滑,稳定运转。手压式油压缸控制复合压力,可使上下两滚筒左右压力平衡受力。高精度镀硬铬镜面加热辊筒配合高性能压合橡胶辊,完美实现热复膜工艺。 4、涂布油头采用进口变频调速器控制,上胶水辊筒经过高精磨、内壁特做重平衡处理,更有效保持涂布量的稳定,高精密制造的涂布及计量硬铬辊筒确保涂布量的均匀,达到精确涂布效果。同时标配两组抽油泵及不锈钢油槽,适合水性、油性胶水的使用。采用直流马达压膜涂布装置,稳定、快速、操作简单。 5、薄膜放卷轴,采用磁粉制动,保持稳定的张力,特有的气动张膜装置确保压