 English
English 中文
中文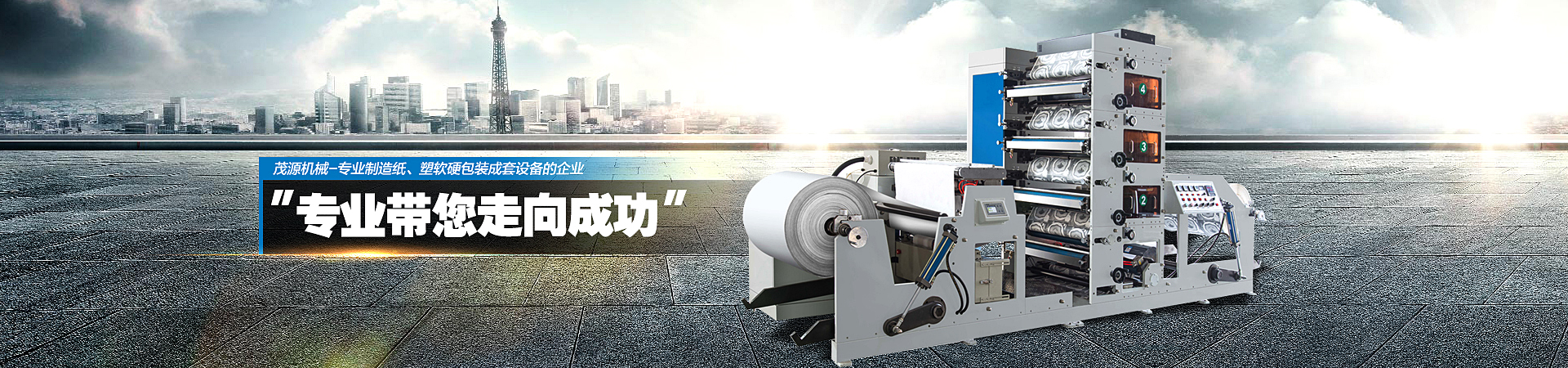
 邮箱:
邮箱: 咨询热线:15868721121(微信)
咨询热线:15868721121(微信) 传真:0577-65602375
传真:0577-65602375 联系人:杨经理
联系人:杨经理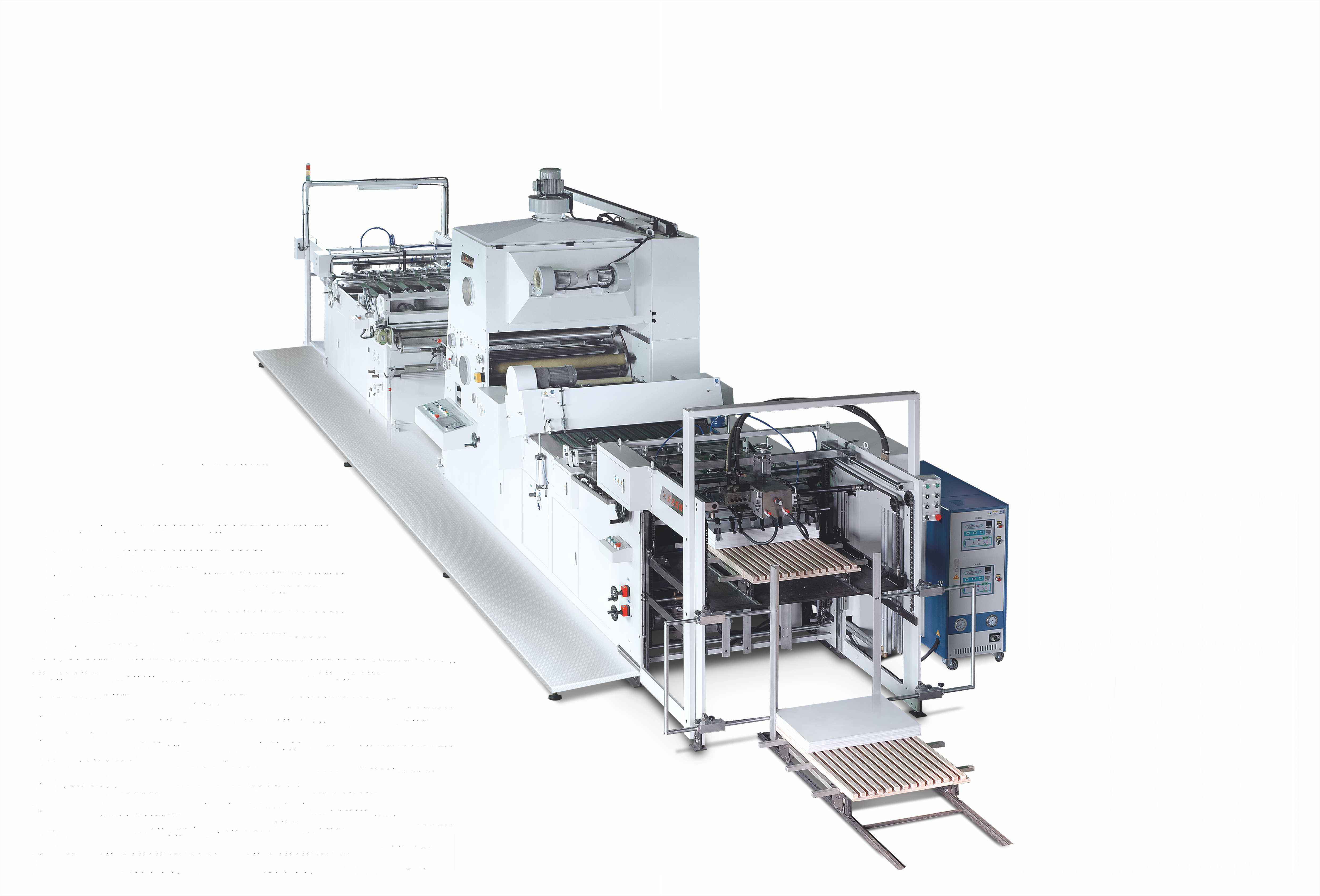
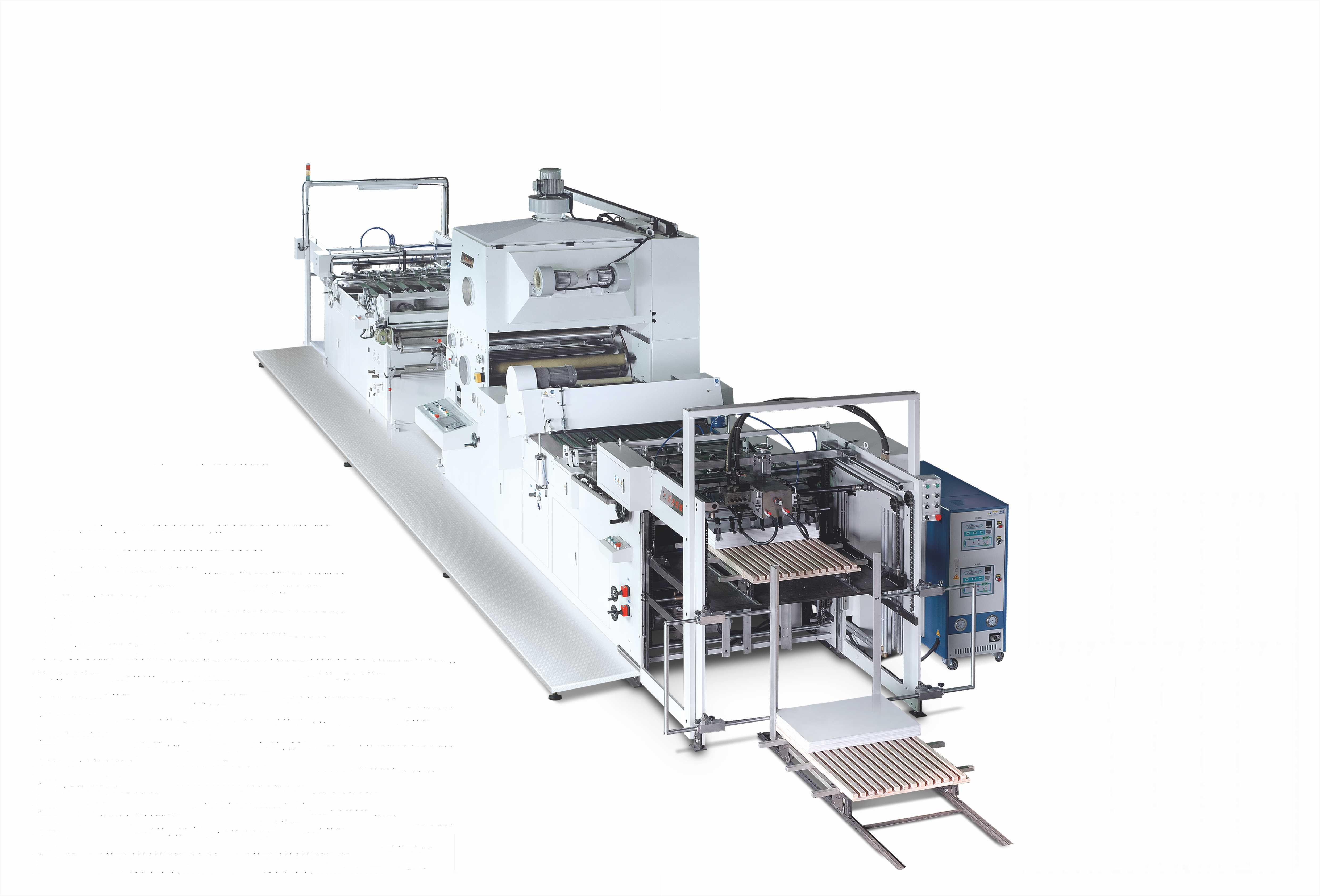
全自动复膜机产品主要配置:自动送纸机+除粉装置+主机+涂布油头+烘道+自动分切+自动收纸,该设备具有自动送纸、两级除粉、自动搭边系统、自动分切、磁粉张力控制、整机机电一体化控制;特有的气动张膜、热吹风自动恒温控制,高效,安全,节能,备受广大用户的肯定。 全自动复膜机是针对印刷品之表面复膜,如用于书本、海报、彩盒包装、手提袋等。由于全球环保意识的不断提高,油性复膜将逐渐被水性复膜所取代。

全自动复膜机在进行作业时对精度的需要是非常高的。只要表现出哪怕是一点点斑纹、裂缝、划伤、遮点,亦或是有纤细的迂回变形,都会对商品的加工质量有着一定的影响的,甚至还有可能导致其没有办法进行正常的作业。 因此,平常细心慎重的对其进行维护是非常有必要的。保护要从根本做起,不干胶压痕机:全自动复膜机最好是经常性的检查胶辊上有没有粘有胶皮、油垢,及时擦拭辊上的胶迹和尘土。保证两滚的外表清洗乌黑。各辊外表要坚持清洗,不仅如此每次运用完机器后,有必要马上清洗机器。运用胶水稀释剂冲涤及用柔软的毛巾揩擦各辊,严禁用锐器刮削滚筒外表。每次开机时,照样要擦净各辊外表尘土。电脑烫金机并检查机器各辊的外表是不是乌黑的,机器呈现缺陷亦或是失常动态时,要及时分析查找缘由并对其进行根除,等到机器全部正常后才可以让其继续进行运作。 全自动复膜机刮刀片的刃线应坚持平整具有弹性,当呈现有迂回、牙口、卷边等表象时应及时修整交换,运用0.15~0.20毫米的锰钢皮或胶印机的言之刀片,按原规范标准交换之。要守时对机器的各传动部位和滑面加润滑油,保证机器处于出色的润滑状况,特别是压合辊的大轴承由于遭受的压力大且温度高,润滑油随意蒸腾丢掉,要及时侏儒高温润滑油,从而使得其在高温高压下能正常运行。 全自动复膜机楼板模板支撑,运用了用联接件与钢管构成的钢管支架,并逐渐完美打开为扣件式钢管支架。由于这种支架具有加工简练、拆装活络、搬运便利、通用性强等特征,使得其很快的被推行运用到世界列国。

覆膜工艺按所采用的原材料及设备的不同,可分为即涂覆膜工艺和预涂薄膜工艺。即涂型覆膜是指覆膜操作时,以塑料薄膜为原材料,先在它上面涂布黏合剂,经干燥处理后,紧接着将塑料薄膜与印品热压复合的工艺方法。预涂型覆膜是指覆膜时以预先涂布黏合剂并干燥后的塑料薄膜为原材料,直接与印品进行热压复合的工艺方法。 覆膜机覆膜指的是以透明塑料薄膜通过热压覆贴到印刷品表面,形成10~20um的薄膜,起到保护印品及增加印品光泽的作用,又称贴塑。覆膜工艺被广泛用于书刊的封面,画册,纪念册,明信片,产品说明书,挂历和地图等进行表面装帧及保护。 覆膜工艺主要分为半自动覆膜机和全自动覆膜机两种。虽然半自动和全自动在具体操作方面有些不同,在原理上是一样的:通过辊涂装置将粘合剂涂布在塑料薄膜上,经热压滚筒加热,使薄膜软化,然后使涂布了底料的印刷品和薄膜相压压合,形成纸塑合一的覆膜产品。 覆膜工艺按所采用的原材料及设备的不同,可分为即涂覆膜工艺和预涂薄膜工艺。即涂型覆膜是指覆膜操作时,以塑料薄膜为原材料,先在它上面涂布黏合剂,经干燥处理后,紧接着将塑料薄膜与印品热压复合的工艺方法。预涂型覆膜是指覆膜时以预先涂布黏合剂并干燥后的塑料薄膜为原材料,直接与印品进行热压复合的工艺方法。

覆膜设备一般分为两大类,分别为预涂型覆膜机和涂型覆膜机;预涂型覆膜机由于一些客观条件的限制。 导致国内使用较少,并未普及,但是发展前景很不错;即涂型覆膜机应用广泛,性能稳定,目前被广泛使用;大小批量覆膜处理等。目前国内已有自动化的先进机器,促进了覆膜机价格的不同性。 即涂覆膜设备该机器是将卷筒塑料薄膜涂敷粘合剂后经干燥,由加压复合部分与印刷品复合在一起的专用设备。分为全自动覆膜机和半自动覆膜机两种,各类机型工作原理相同,在结构,覆膜上各有独到之处,大致分为放卷、上胶涂布、干燥、复合、收卷五个部分以及张力自动控制、机械传动、放卷自动调偏等附属装置组成。 预涂覆膜设备这类机器是将印刷品同预涂塑料复合到一起的专用设备。其最大特点是没有上胶涂布、干燥部分,比即涂覆膜设备少一些步骤;所以该类机器结构紧凑、造价低、易操作、稳定性能高。预涂型覆膜机由预涂塑料薄膜放卷、印刷品自动输入、热压区复合、自动收卷四个主 要部分,与机械传动、预涂塑料薄膜展平、纵横向分切、计算机控制系统等辅助装置组成。

为了选购者能更加了解去自动覆膜机,覆膜机厂家提供了一些全自动覆膜机的功能及特性 ,方便选购者的一个了解。 1、自动送纸机:飞达送纸头精密的设计,使厚薄纸张均可平稳送出,采用无段变速装置,加装自动搭边控制,适应不同纸张给纸。精密的风头,操作运转中很方便地调节风头于纸堆相对位置。特有不停机续纸装置,即配备辅台,可一边送纸一边补纸,保证生产连续进行。 2、除粉装置(选配组合):采用扫粉和压粉两级除粉结构,纸张经过输送带由毛刷辊和排刷扫粉使表面上的粉尘由吸风机吸走,再经过电热压辊辗过后,有效去除纸面在印刷中所喷附的粉尘;另输送带的紧密排列设计结合高效吸风使纸张不会有退位或错位,使纸张准确送达主机压合部。 3、全自动覆膜机主机的硬铬复合辊筒内置电热系统及自动控温装置,使温度分布均匀。 加大型复合滚筒设计使压合面增大:电热辊筒直径420mm,辊芯内壁车内圆,使辊筒不偏重、受热面均匀;压合胶辊直径360 mm,确保OPP膜压合平滑,稳定运转。手压式油压缸控制复合压力,可使上下两滚筒左右压力平衡受力。高精度镀硬铬镜面加热辊筒配合高性能压合橡胶辊,完美实现热复膜工艺。 4、涂布油头采用进口变频调速器控制,上胶水辊筒经过高精磨、内壁特做重平衡处理,更有效保持涂布量的稳定,高精密制造的涂布及计量硬铬辊筒确保涂布量的均匀,达到精确涂布效果。同时标配两组抽油泵及不锈钢油槽,适合水性、油性胶水的使用。采用直流马达压膜涂布装置,稳定、快速、操作简单。 5、薄膜放卷轴,采用磁粉制动,保持稳定的张力,特有的气动张膜装置确保压膜、起膜时胶膜的松紧度,有效预防了卷膜的故障。 6、自动分切装置:分切长度可根据纸张大小自由设置,可自由控制速度。机组联动运转系统,配合主机的速度,自动增减,操作简单,节约人力成本,降低操作者劳动强度。刀盘旋片式设计,回转刀座4组刀片,可微调控制,易操作;调整时,配合压力滚筒互相作用。加配反纸辊,可分切薄纸,128克以上的纸张可以联机自动分切;配有自动收卷装置,针对质量及硬度较差的纸张,可进行成卷收卷。 7、干燥系统采用特殊的卧式烘干箱设计及手动恒温控制系统(操作方便,加温速度快,有效节约工作辅助时间从30°到90°仅需15分钟左右),此设计能使OPP胶膜稳定行进干燥,不会导致胶膜偏移或收缩。适合水性胶水的干燥系统,热量高,分布广,完全使热能均匀分布于OPP胶膜上,促使胶水快速干燥,反应速度快。 8、先进的电路采用FATEK原装PLC编程控制,整机机电一体化控制,经触摸屏可自动调节搭边尺寸,无需人工手动操作,减少纸张搭边的误差。人机界面显示速度、机械工作状态、故障提示,达到人性化操作;电机采用变频控制,稳定、节能、安全可靠。 9、自动收纸机(选配组合):气动式双边齐纸装置,附纸张计数器;输送台面附真空吸气风带;纸张薄纸导纸装置;链条悬空吊板载纸台,光电感应自动下降;收纸台配有辅载台,可不停机收纸。(如无选配自动收纸机的,在收纸板前加配计数器,可计量报警。)
自动复膜机最好是经常性的检查胶辊上有没有粘有胶皮、油垢,及时擦拭辊上的胶迹和尘土。保证两滚的外表清洗乌黑。各辊外表要坚持清洗,不仅如此每次运用完机器后,有必要马上清洗机器。运用胶水稀释剂冲涤及用柔软的毛巾揩擦各辊,严禁用锐器刮削滚筒外表。每次开机时,照样要擦净各辊外表尘土。电脑烫金机并检查机器各辊的外表是不是乌黑的,机器呈现缺陷亦或是失常动态时,要及时分析查找缘由并对其进行根除,等到机器全部正常后才可以让其继续进行运作。 自动复膜机刮刀片的刃线应坚持平整具有弹性,当呈现有迂回、牙口、卷边等表象时应及时修整交换,运用0.15~0.20毫米的锰钢皮或胶印机的言之刀片,按原规范标准交换之。要守时对机器的各传动部位和滑面加润滑油,保证机器处于出色的润滑状况,特别是压合辊的大轴承由于遭受的压力大且温度高,润滑油随意蒸腾丢掉,要及时侏儒高温润滑油,从而使得其在高温高压下能正常运行。全自动复膜机楼板模板支撑,运用了用联接件与钢管构成的钢管支架,并逐渐完美打开为扣件式钢管支架。 (1)打印墨层未干透:先热压一遍再上胶,也能够推延覆膜日期,使之枯燥完全。 (2)打印墨层太厚:可恰当添加粘合剂涂布量,增大压力及复合温度。 (3)复合辊外表温度过高:采纳风冷、封闭电热丝等散热方法,赶快下降复合辊温度 (4)覆膜枯燥温度过高:枯燥温度过高,会致使粘合剂外表结皮而发作起泡毛病,这时应恰当下降枯燥温度。 (5)薄膜缘由:因薄膜有皱折或松懈表象、薄膜不均匀或卷边而致使的起泡毛病,可通过调整张力巨细,或替换合格薄膜来处理。 (6)粘合剂浓度缘由:粘合剂浓度高、粘度大或涂布不均匀、用量少,也是缘由之一,这时应运用稀释剂下降粘合剂浓度,或恰当进步涂覆量和均匀度。

在使用全自动覆膜机的时候,要注意将印刷品复合到一起,还有一个最大的特点就是没有上胶涂布,在干燥的时候,覆膜机的结构就会紧凑,体积就会变小,这时候要注意操作烫金压痕机,如果操作的好,产品质量就会好,电脑烫金机稳定性就会高,印刷的时候,自动输送机构可以保证印刷品在传输的过程中不发生重叠情况,并且可以保证自动进入复合部分,大部分的机械采用的都是气动或者摩擦方式来实现这一点的,全自动覆膜机就不用,可以在满足这些要求的时候,还可以保证输送的准确度,还有精度! 1.待施工产品必须平直。对有“荷叶边”和“紧边”现象的不平直纸张要进行处理。“荷叶边”纸张可以进行烘烤处理,“紧边”纸张可以进行吊晾处理。 2.一定要等印迹干透后方可覆膜,否则会造成起泡或拉毛现象。 3.印刷时尽量少喷粉,否则会造成堆粉处发空起泡。在覆膜前应把喷粉处理掉,印刷数量多的可以进行吊晾去粉,印数少的可以进行人工擦拭。 4.覆膜时还应注意纸张丝缕方向,特别是厚纸,减少纸张因受到碾轧拉伸而产生卷曲的现象。

覆膜机调整好后,把经过预处理的印刷品送入进纸机构进行覆膜,取得样品进行检验。覆膜前先用少量的印刷品进行检验,以免造成大量浪费,检验合格后,即可进行大批量的生产。覆膜检验使用方法如下: 1、把覆膜完成的样张覆膜一角向宽方向撕揭,按住纸张,宽度方向全部撕开后,在全部撕揭,撕开后,若印刷品表面图文印迹随胶层和纸张的纤维转移到薄膜上,则说明印刷品与薄膜粘合良好,为合格产品。 2、把覆膜好的样品放入烘道内,以60~65摄氏度烘烤约30分钟,如果没有起泡现象,不产生脱层,不起皱,为合格产品。烘烤后撕揭薄膜应不能完好的与纸张分离。 3、把试样放入冷水中浸泡1小时后取出,如塑料薄膜与印刷品不脱离则为合格品。 4、把试样放在压痕机上施压,如压出的凹凸部分不脱层则为合格品。