 English
English 中文
中文
 邮箱:
邮箱: 咨询热线:15868721121(微信)
咨询热线:15868721121(微信) 传真:0577-65602375
传真:0577-65602375 联系人:杨经理
联系人:杨经理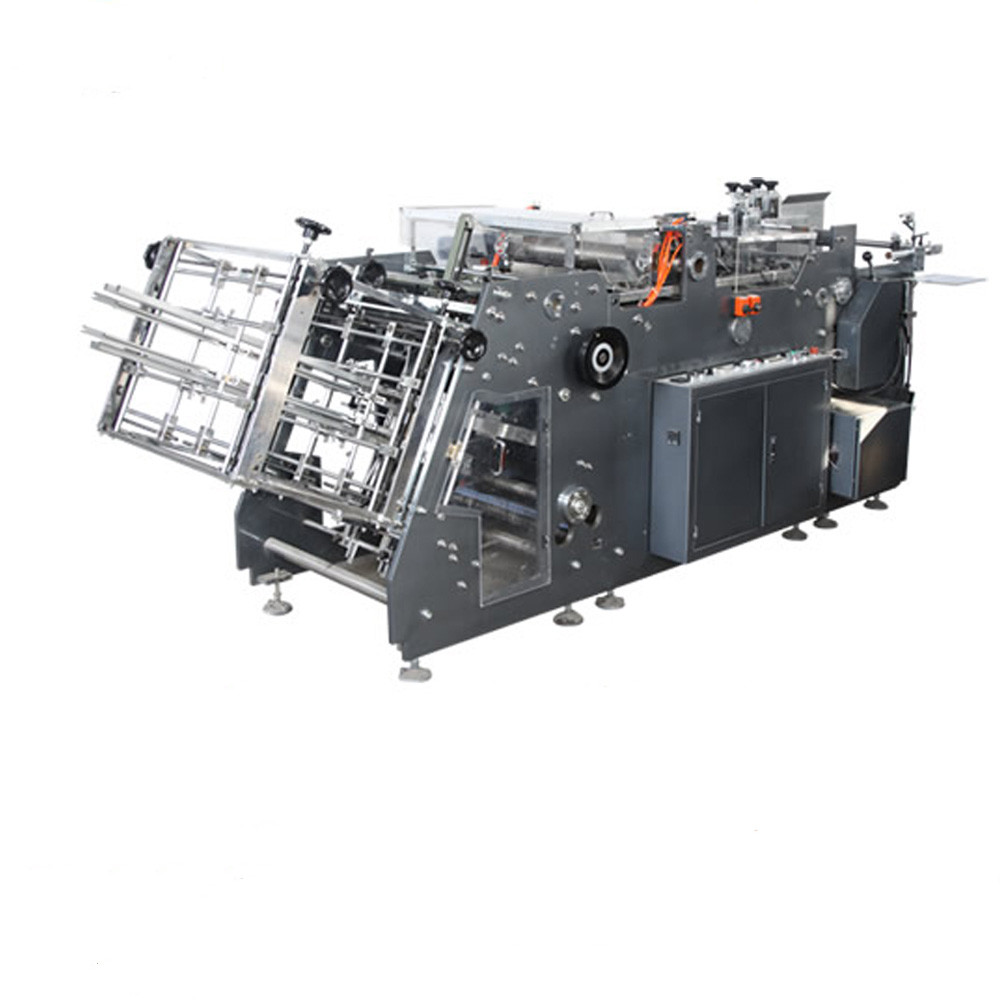
汉堡纸盒机旨在提供一种成型质量高、次品率低的汉堡纸盒机,其技术方案要点是包括机体,机体上设有成型装置,成型装置包括一个成型架以及模头,成型架由四条以上的导杆构成,导杆中间形成中空部位,模头安装在成型架的正对面,且模头与成型架的中控部位相匹配,模头与一往复动作机构连接,成型架包括用于提高成型装置成型质量的定位机构,利用定位机构能够控制纸盒被模头捅入成型架时的位置,避免纸盒的成型位置发生偏移以及有效的保护纸盒,防止纸盒被导杆的端头部位戳破、损坏,还能够避免纸盒卡入导杆间的间隙以及在成型架中控部位的发生堵塞,适用于立体纸盒成型机。 汉堡纸盒机的送纸装置的感应控制机构包括数据盘、光电感应开关、从动轴,产品的从动轴与驱动主轴同步传动配合,产品的数据盘安装在从动轴上,产品的光电感应开关对应数据盘设置,用于记录数据盘的转动角度并控制驱动组件驱动出纸底板。 汉堡纸盒机的送纸装置优点在于可以直接配备一个触摸屏或者数控控制中心,通过给光电控制开关设置指定信号数据,当光电感应开关记录数据盘转过指定角度后,控制驱动组件驱动出纸底板处于第一位置或者第二位置,就能实现各种不同尺寸长度尺寸的纸张进行连续运输,与现有技术相比,不仅结构更加简单,而且无需更换凸轮,操作更加方便。

纸盒的生产除了需要印刷出精美的画面外,还需要进行裱里纸、模切、成型与裱面纸等加工。 各个工序制作质量的好坏,直接影响最终成品质量,所以,每一道工序都至关重要,目前,国内许多纸盒的裱糊加工采用糊盒机来完成,但还是有许多小型加工厂采用手工方式生产。 一、糊盒机的工艺要点 1、核对生产单,检查箱板纸质量,箱板纸标准含水量为12%。 2、配制胶黏剂,各成分的质量配比为:白乳胶:水=3:1。 3、给里面白纸过胶,将箱板纸叠放在过胶机前的台板上,由推纸人员根据过胶机转速,逐张推给两侧的操作员,操作员先接过箱板纸,再接涂过胶的里纸,对准箱板纸的两个规矩边。接纸时两人配合要默契,稍有疏忽都可能造成纸张破裂或起皱。 4、压平,将裱好里纸的箱板纸撞齐后放入压平机中,压力设定为20MPa,时间为5分钟。 5、生产结束,自检质量,清点数量并悬挂生产标识牌,转下工序生产。 6、检验项目包括:纸面的清洁度,如溢胶、粘连和清洁情况等。 二、糊盒机的注意事项 1、注意胶黏剂配比对纸张表面平整度的影响,涂胶时掌握好均匀度。 2、裱里纸时一定要平整、到位,注意里纸不可超出箱板纸的规矩边。 3、配制的胶黏剂不可太稀,防止里纸打皱。 4、勤洗手,保证纸面清洁干净。
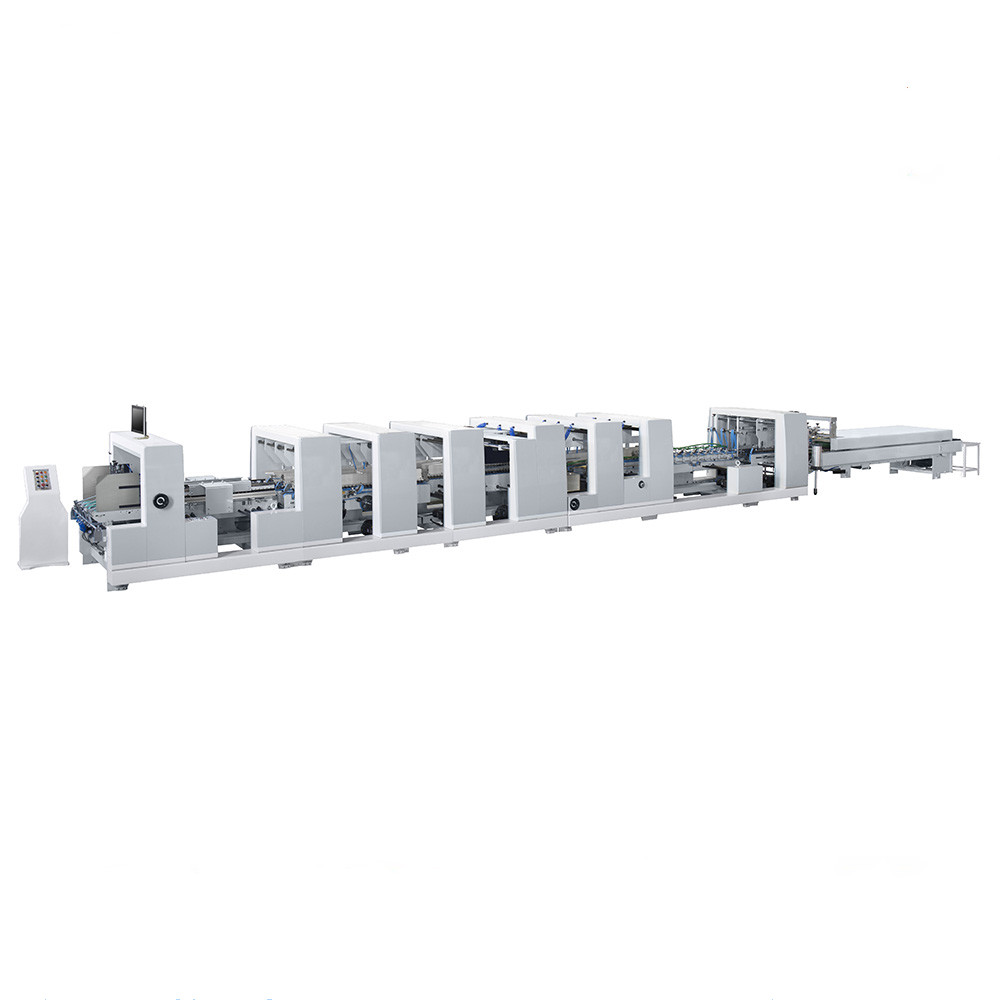
糊盒机作为目前包装行业中不可缺少的设备之一,其重要性不言而喻。其有效的让产品更加规范,但是在使用过程中,我们不能忽略一个重要的问题。那就是传统手工糊盒过程中,废品率非常的低,这主要是认为因素控制。而目前随着社会的发展,大多数企业都是使用糊盒机设备,以来是能够控制用工紧张方面,而来是能够使得生产更加有效率。虽然使用糊盒机设备优点多多,但是其废品率一直是让用户头痛的问题,用户应该如何在使用糊盒机设备的时候降低糊盒的废品率呢? 1、为了控制糊盒机设备的废品率,我们知道每种包装盒所生产的工艺和结构上的不同,因此合理的使用胶黏剂能够有效的降低产品的废品率。 2、控制物料的入口方向,比如说为了更好、更快地完成纸盒的糊盒工序,卡纸盒的纤维方向或瓦楞纸盒的瓦楞方向应尽可能地与糊盒机的走盒方向垂直。 3、糊盒的细节处理,包括:糊盒位置细节设计;纸边最好设计成直线;大号产品最好使用模切斜位法设计;生产过程中尽量避免产品和内部构件发生摩擦。
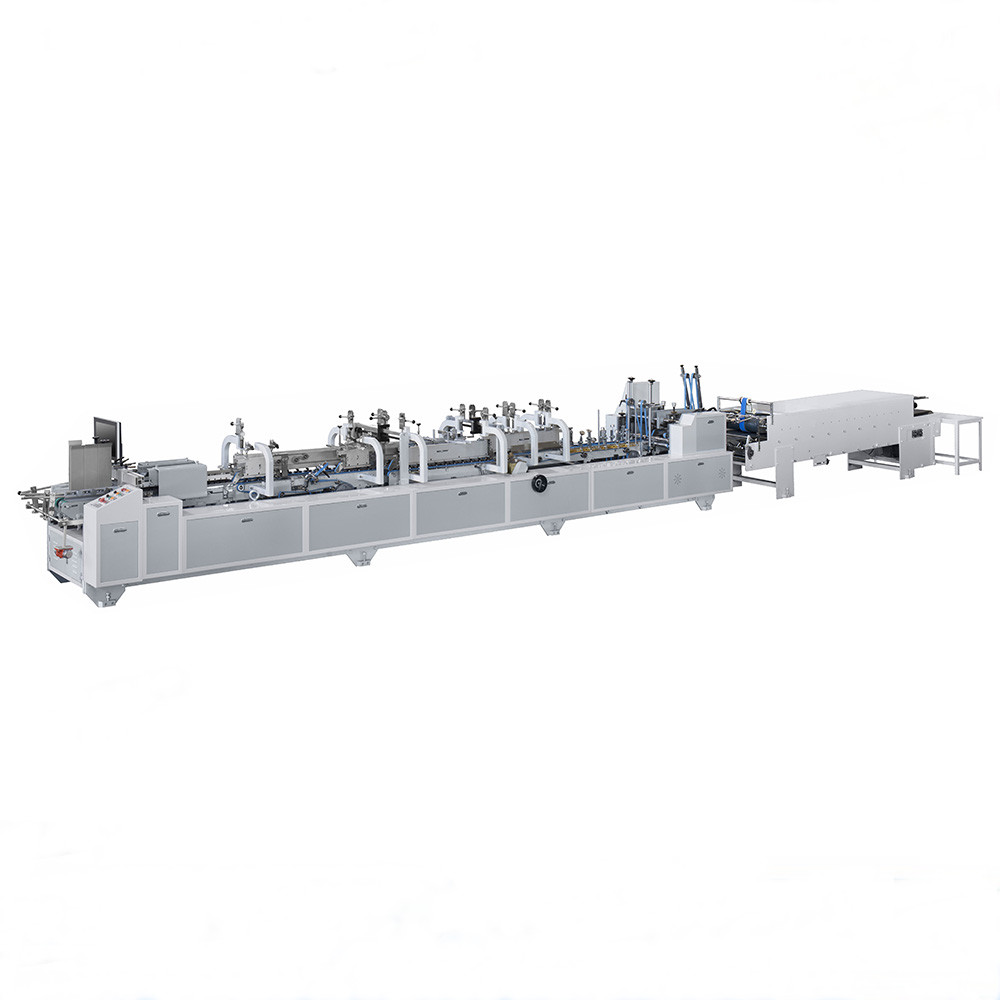
随着对纸盒包装材料要求的不断提高,市场对于包装纸盒不仅要求其美观,而且提出了更多的功能和品质的要求。由于现代高档产口的要求提升,已不再是原来简单的纸张,而是很多采用覆膜纸、上光纸、淋膜纸、镀铝纸、PP、PET等塑料新材料,这些新材料给糊盒包装工艺带来了新的挑战。 对于普通纸张水性冷胶可以很好地粘结,而对于覆膜纸、上光纸、镀铝纸等新材料会发生粘结不牢,或无法粘结的问题。国内很多企业采用办法是局部覆膜、局部上光、表面打磨或切浆糊线、利用特殊的专用胶水等等,虽然这些方式在某种程度上解决于部分工艺问题,但工艺、效率、品质保障上就无形的产生了成本。 为了解决上述问题,采用等离子表面处理机对包装盒表面薄膜、UV涂层或者塑料片材进行一定的物理化学改性,提高表面附着力,使它能和普通纸张一样容易粘结。使用常规的水性冷胶就能使覆膜或者上光的纸板在糊盒机上得到可靠的粘合,完全不再需要局部覆膜、局部上光、表面打磨切线等工序,同样也不再需要因为不同的纸板而更换不同的特殊胶水等。 通过等离子表面处理后,不仅可以增强其对胶水的适用性,不再依赖特种胶水就能实现高品质粘接。而且改善了表面的铺展性能,防止气泡等的产生。而最为重要的是经过常压等离子处理,可以让纸盒制造商以更低的成本、更高的效率得到品质更为保证的高档产品。

糊盒机在印刷过程中难免不会出现问题,只有在日常生活中尽量做好维护保养工作提高设备的性能,而出现问题首先应该查找原因然后再找相应的解决办法。 1、胶粘不牢固,可以检查一下涂胶量,如果是上UV光油的纸盒,就需要在设备上安装打磨装置,把粘合部位打毛就可以妥帖粘合了(近期市场上有专用UV油粘合剂,用户可考虑选用)。 2、印品表面刮伤,这与折纸是否使用铁丝有关,特别是小盒子往往很难用皮带折痕,铁丝很容易就把表面刮花,对于很小的纸盒例如宾馆日常用的放梳子的那种小盒就可以用皮带来折痕。 3、纸张走纸方向不正,这需要调节挡纸规的摆放位置及各部压力均衡,可以凭借糊盒糊箱机长的经验处理。 4、容易形成喇叭口,这是一个综合性的问题,是从模切阶段就要开始注意的,但是如果设备能够在折纸部例如刀排折纸的角度上进行特殊的设计,问题就很容易解决了,而且我们在设计时加长了从进纸部到折纸部的长度?使走纸成为一个渐进的过程,使盒型更加规整。 以上四种情况都是比较常见的问题,糊盒糊箱机的运用需要掌握技巧,尽量避免设备出现故障,保证印刷效果。
糊盒机产纸盒粘口歪斜的原因主要有以下3种: 1、压痕线的压槽太宽、压痕压力不够,使得压出的痕线不饱满,折粘时没能精确地按照压痕线折叠。 2、折叠变速器调节不当,盒片的左右两边输送速度不一致,造成粘口歪斜。 3、压痕线的压槽宽度,增加压痕压力;调节折叠变速器,使纸盒左右两边输送速度一致;重新安装好折叠杆。 粘口对位不准是指粘口错位,错位的纸盒无法良好成型。该现象通常是由调机精度不准引起的,主要是由于操作人员对盒型及糊盒机的认识不够影响了其操作水平。因而加强对操作人员的培训,提升其操作技能及其对复杂盒型的认识可有效s避免粘口对位不准的问题。 糊盒机粘口溢胶怎么处理:溢胶是指过量的胶黏剂流出粘口。该现象主要是由粘口错位及胶黏剂用量过多引起的。通过打磨粘口及减少上胶量可有效减少溢胶现象的发生。
1、纸盒粘口与胶轮宽度要匹配。在自动糊盒过程中,纸盒的粘口宽度应满足糊盒机的要求,过宽过窄都会影响糊盒质量。过窄会发生溢胶;过宽则会使预折受到一定的影响,此外,上胶轮的同心度要保证精确包装防伪,边缘的滚花要无磨损,以保证上胶均匀。 2、涂胶前要确保纸盒粘口边的输送路线与输送带平行。 3、上、下胶轮的间隙及涂胶量要合适食品包装,以保证涂胶层薄而均匀。 4、折叠部分配有折叠变速器,必要时需通过调节折叠变速器,确保粘口对位准确。 5、已涂有胶粘剂的粘口绝不能再碰到机器的其他部位,否则胶液会在这个部分越积越多,最终蹭到不该涂胶的部位。 6、涂胶位置要恰当,离折痕线太远,成盒不美观,太近则可能使不该涂胶的位置涂上了胶装订,导致成盒困难。

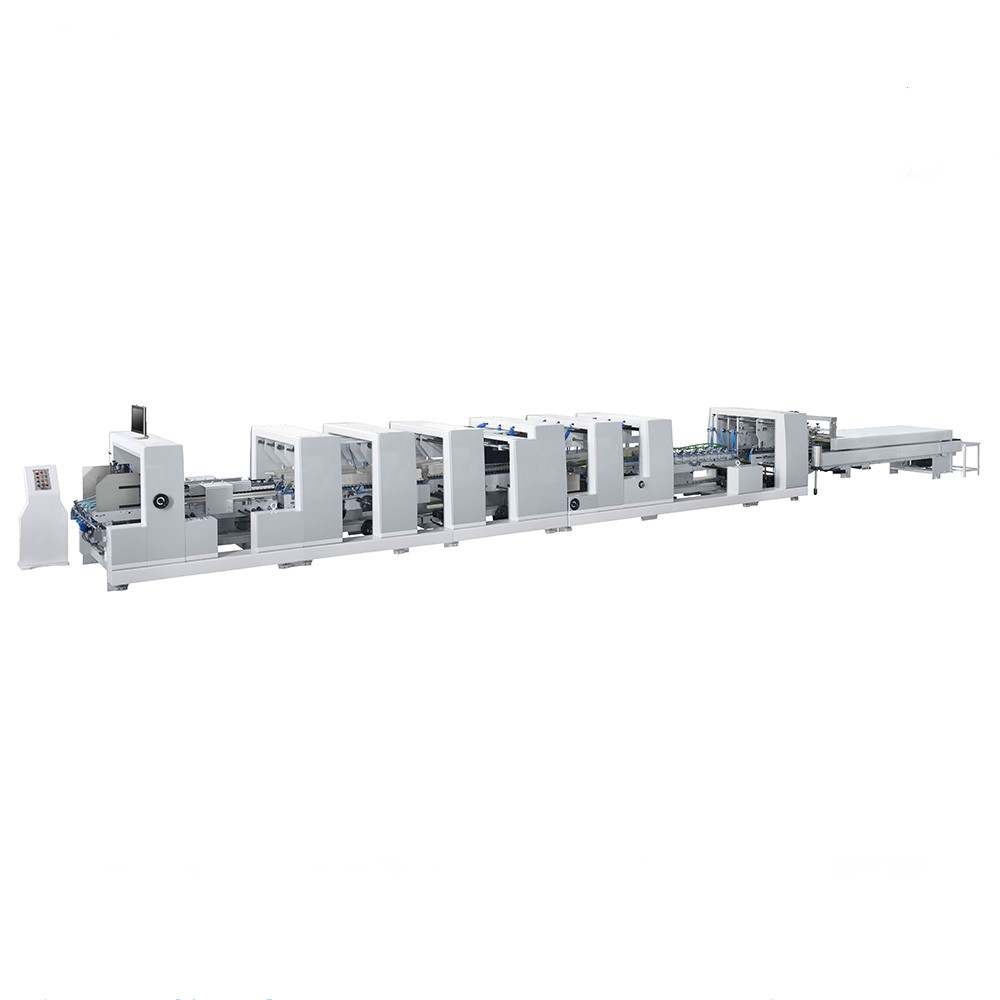
1.采用海绵皮带的下给纸方式,弹性可调给纸刀与振动马达结合,顺利、准确分离纸胚。光电控制下的离合器控制给纸传动系统,保证纸胚准确进入上胶部,实现不停机给纸。 2.光电控制下的进口热熔胶系统,能根据纸胚的大小及上胶位置的不同,随之调节,满足生产要求。 3.成型部工作系统,采用光电与气缸控制的可调内模具与外模具有机结合,准确、连贯的完成纸胚成型。内外模具也可根据纸胚大小而调节,以满足不同大小纸盒的加工要求。 4.输送部采用单独调速电机驱动,可随主机生产速度实施调节,保证成品纸盒的有序输出。 5.采用变频器控制电机驱动,调速平衡,省电。 6.采用先进的时规皮带与时规轮传动,保证传动准确、平稳、低噪音。